
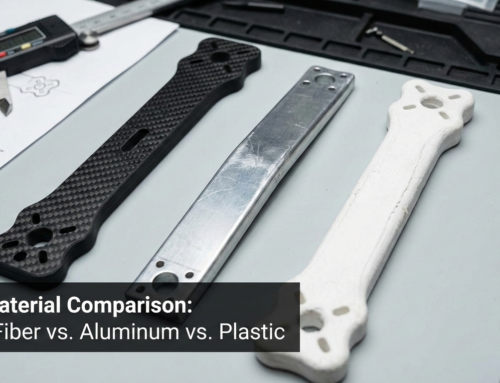
Att välja fel kolfiber kan öka kostnaderna med 40% och leda till att projektet misslyckas. Denna guide för val av kolfiber avslöjar hur ingenjörer inom flyg-, fordons- och robotteknik väljer optimala material .

2. Kritiska urvalsparametrar
- Enkelriktad (UD): Alla fibrer i 0°. Maximal styrka/styvhet i den primära riktningen. Laminat.
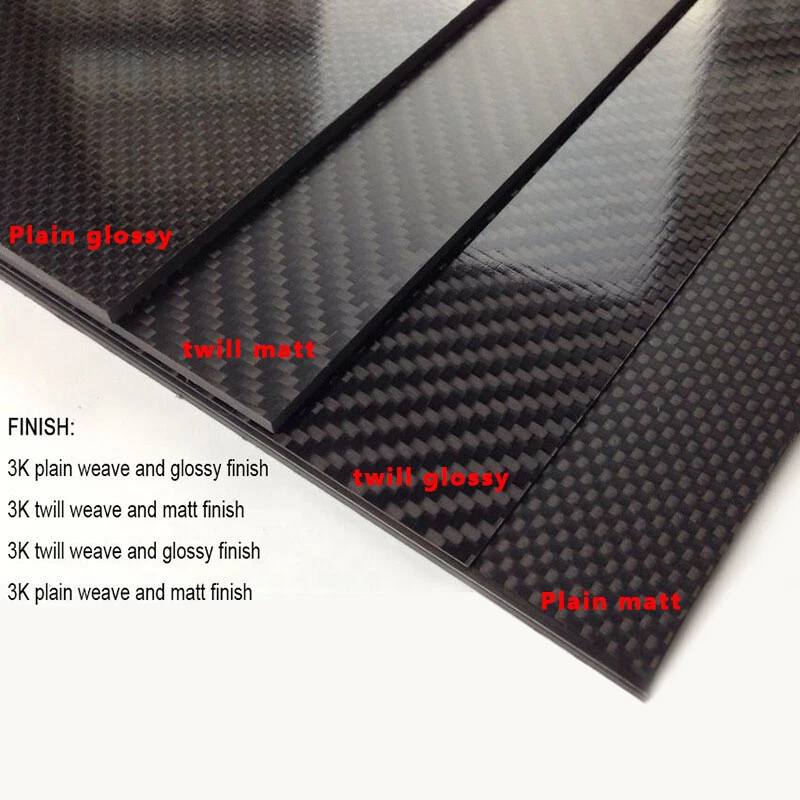
- Slätvävd: Enkel över/under. God stabilitet, balanserade egenskaper. Lättast att hantera.
- Kypertväv (2×2, 4×4): Mjukare drapering, bättre följsamhet än tuskaft. Komplexa konturer.
- Satinväv (t.ex. 5HS, 8HS): Utmärkt drapering, reducerad krympning. Komplexa formar, högkvalitativa ytor.
- Tyg utan räfflor (NCF): Sömda lager av UD eller vävda skikt. Högre mekanisk prestanda.
- Liten bogsering (1K-12K):
- Bättre drapering, ytfinish. Komplexa former, sportartiklar.
- Stor bogsering (24 000-50 000+):
- Lägre kostnad per kg, högre deponeringshastighet. Fordon, industri.
- Enkelriktad (UD): Alla fibrer i 0°. Maximal styrka/styvhet i den primära riktningen. Laminat.
- Slätvävd: Enkel över/under. God stabilitet, balanserade egenskaper. Lättast att hantera.
- Kypertväv (2×2, 4×4): Mjukare drapering, bättre följsamhet än tuskaft. Komplexa konturer.
- Satinväv (t.ex. 5HS, 8HS): Utmärkt drapering, reducerad krympning. Komplexa formar, högkvalitativa ytor.
- Tyg utan räfflor (NCF): Sömda lager av UD eller vävda skikt. Högre mekanisk prestanda.
några vanliga vävar
Vikt per ytenhet (g/m² eller oz/yd²). Påverkar laminattjocklek, hartsinnehåll, processtid.
Säkerställ kompatibilitet med valt hartssystem (epoxi, polyester, vinylester, bismaleimid, termoplast).
Avgörande för vidhäftning mellan fiber och matris (bindningsstyrka). Specificeras baserat på hartstyp.
- Torrt tyg: Kräver infusion av harts.
- Prepreg: Förimpregnerat med harts (frysförvaring). Konsekvent kvalitet, enklare uppläggning.
- Hackad sträng/matta: För gjutmassor, kort fiberförstärkning.
- Pultruderade profiler: Konstant tvärsnitt (stavar, rör).




{kind=link}
{kind=link}
{kind=link}
{kind=link}